
数控电火花机床

机床特点技术参数应用领域


| HQ-A45 | HQ-A60 | ||
| 机床 | |||
| 机床结构 | 全铸件C型结构/固定工作台/手拉式工作液槽 | 全铸件C型结构/固定工作台/手拉式工作液槽 | |
| 外形尺寸 | mm | 1860*2160*2250 | 2000*2300*2530 |
| 机床重量 | kg | 3200 | 4200 |
| X轴Y轴Z轴 | |||
| XYZ轴分辨率 | um | 0.1 | 0.1 |
| 各轴Z小显示 | um | 0.1 | 0.1 |
| XYZ轴行程 | mm | 450*300*300 | 600*400*400 |
| 定位精度 | mm | ≤0.005 | ≤0.005 |
| 重复定位精度 | mm | ≤0.003 | ≤0.003 |
| 工作台承重重量 | kg | 800 | 2000 |
| 工作区域 | |||
| 工作液槽尺寸 | mm | 990*630*400 | 1600*980*540 |
| 工作台面积 | mm | 600*400 | 900*600 |
| 电极板至台面距离 | mm | 240-540 | 350-700 |
| 工作和电极 | |||
| 电极重量 | kg | 50 | 50 |
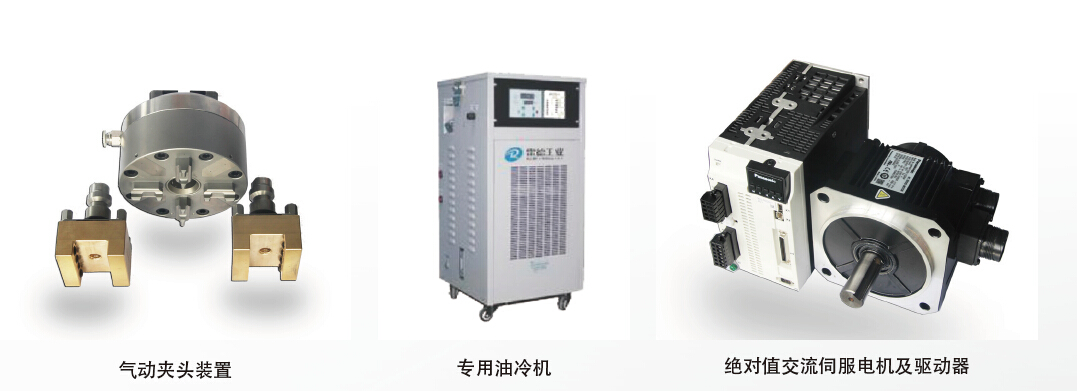
| 电极安装 | 气动自动 | 气动自动 | |
| 工件重量 | kg | 800 | 1800 |
| 液面高度 | mm | 0-300 | 0-390 |
| 加工指标 | |||
| Z大加工电流 | A | 50 | 50 |
| Z大加工效率 | mm³/min | 500 | 500 |
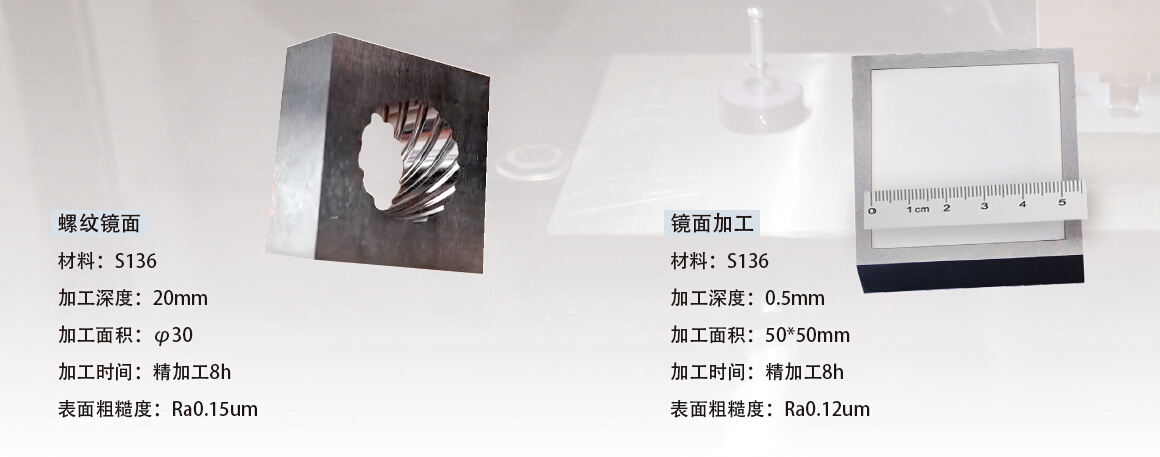
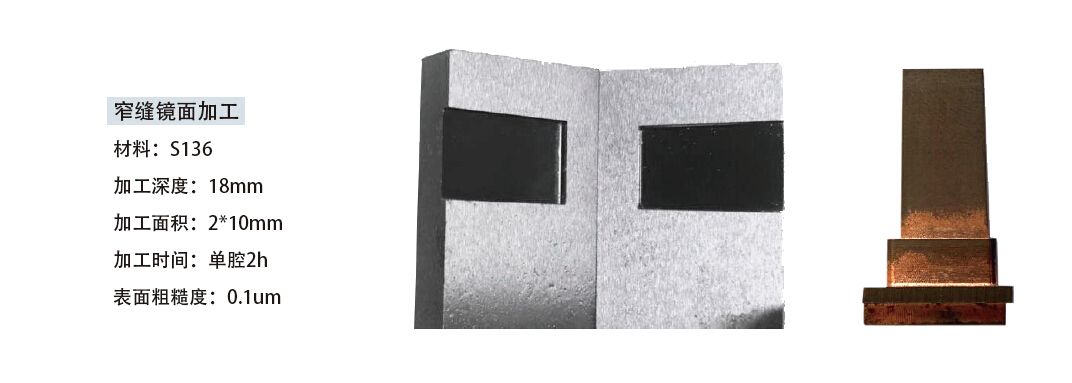
| Z佳表面粗糙度 | um | Ra≤0.07 | Ra≤0.07 |
| Z小电极损耗 | % | 0.1 | 0.1 |
| Z小电流控制 | A | 0.1 | 0.1 |
| 控制系统 | |||
| 操作系统 | LINUX | LINUX | |
| 驱动方式 | 绝对式交流伺服 | 绝对式交流伺服 | |
| 数据输入 | 17''LCD显示屏、鼠标或触摸屏、键盘或手控盒 | ||
| 插补方式 | 直线、圆弧、椭圆、根据软件任意曲线 | ||
| 加工放电条件 | 无限量 | ||
| 控制轴数 | 八轴 | ||
| 输入范围 | +9999.999 ~ -9999.999 | ||
| 特殊选件 | |||
| C轴 12把标准刀库 绝对值光栅尺 三相稳压电源 高速镜面加工液 加工电流80A | |||
