数控电火花机床

机床简介技术参数机床特点







| HQ-540K | HQ-650K | HQ-U850K | HQ-U1060K | HQ-U1260K | ||
| 机床 | ||||||
| 机床结构 | 全铸件/固定工作台 | |||||
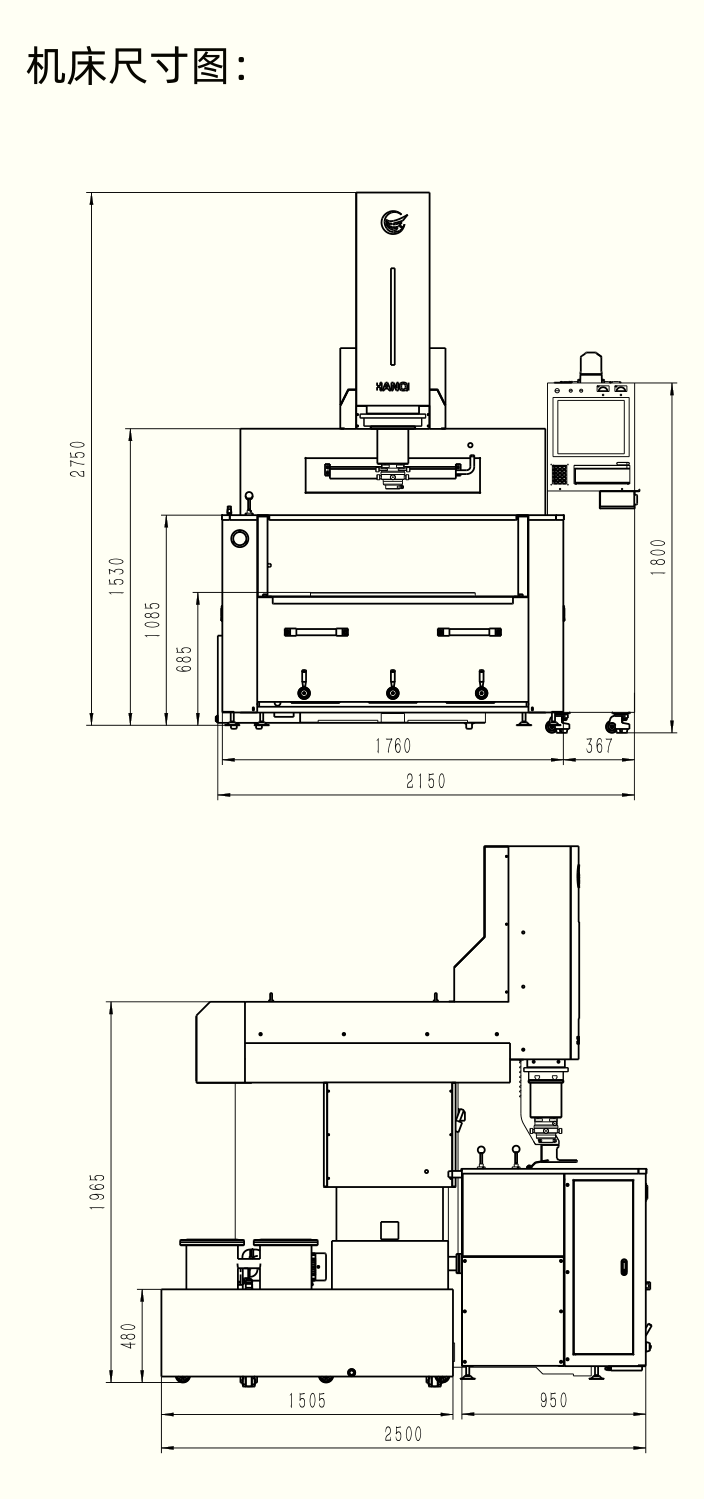
| 外形尺寸 | mm | 2150*2500*2750 | 2000*3100*2700 | 22065*3400*2900 | 2600*3500*2935 | 2600*3500*3100 |
| 机床重量 | kg | 3800 | 4000 | 4800 | 5200 | 5300 |
| 工作区域 | ||||||
| X,Y,Z轴行程 | mm | 500*400*300 | 650*400*350 | 850*500*400 | 1000*500*400 | 1200*600*500 |
| 工作液槽尺寸 | mm | 1300*800*450 | 1600*900*580 | 1800*1020*560 | 2200*1150*600 | 2200*1150*600 |
| 工作台面积 | mm | 850*500 | 900*500 | 1100*600 | 1380*800 | 1380*800 |
| 电极板至台面距离 | mm | 700 | 750 | 900 | 950 | 950 |
| 润滑系统 | 手压式集中润滑 | |||||
| 工件和电极 | ||||||
| 最大电极重量 | kg | 50 | 70 | 100 | 100 | 100 |
| 电极安装方式 | 手动夹头 | |||||
| 最大工件重量 | kg | 1800 | 2000 | 3000 | 4000 | 4000 |
| 工作液系统 | ||||||
| 过滤器数量 | 个 | 2 | 2 | 2 | 2 | 2 |
| 加工指标 | ||||||
| 最大加工平均电流 | A | 50 | 50 | 50 | 50 | 50 |
| 最大加工效率 | mm3/min | 500 | 500 | 500 | 500 | 500 |
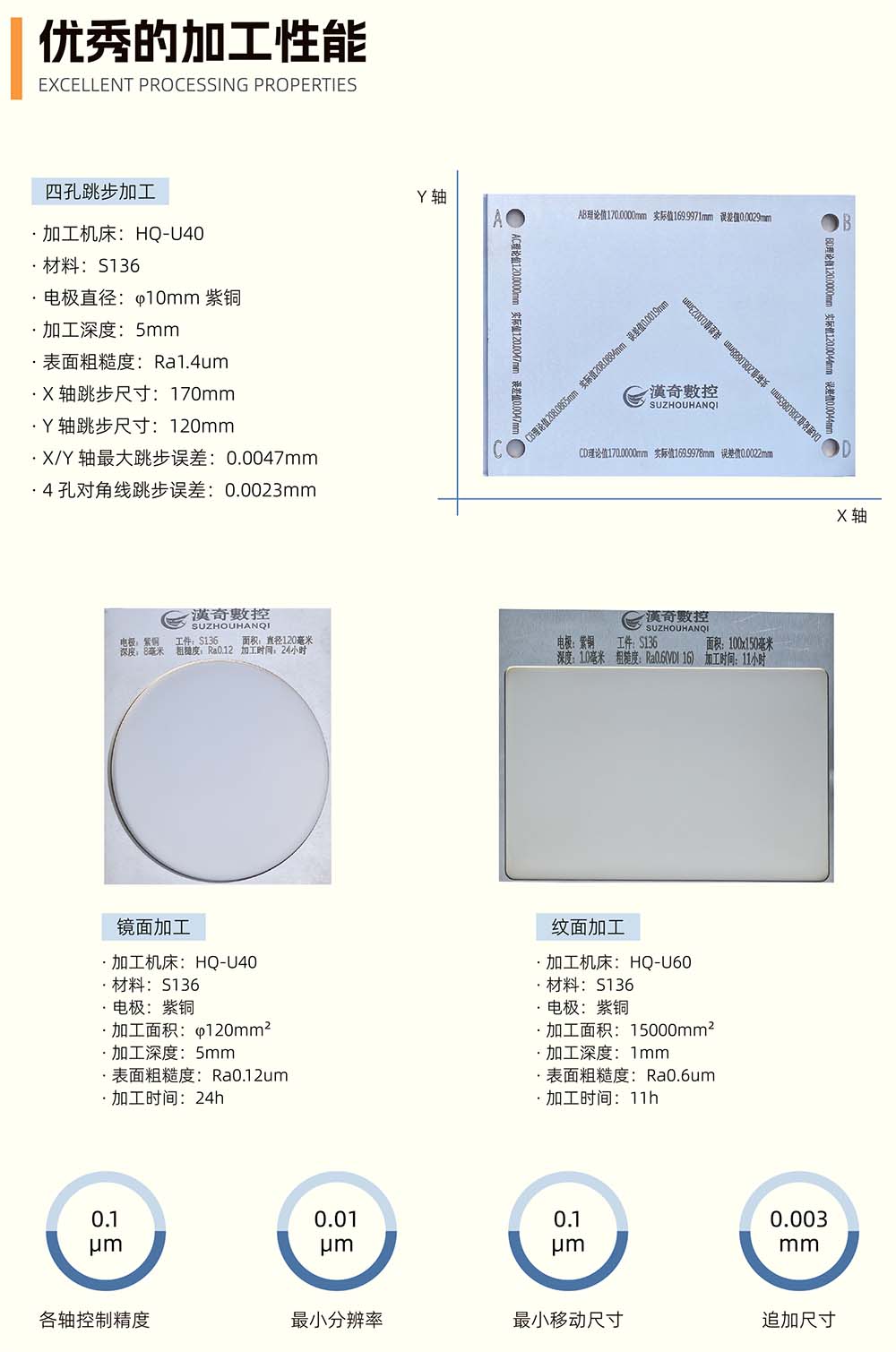
| 最佳表面粗糙度 | um | 0.08 | 0.1 | 0.1 | 0.12 | 0.12 |
| 各轴最大抬刀速度 | m/min | ≥5 | ≥5 | ≥5 | ≥5 | ≥5 |
| 最小电极损耗 | % | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| 最小电流控制 | A | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| 电源的标准 | ||||||
| 标准电压 | 3*380V±10%(50Hz) | |||||
| 最大输入功率 | KW | 9 | 9 | 11 | 11 | 11 |
| 控制系统 | ||||||
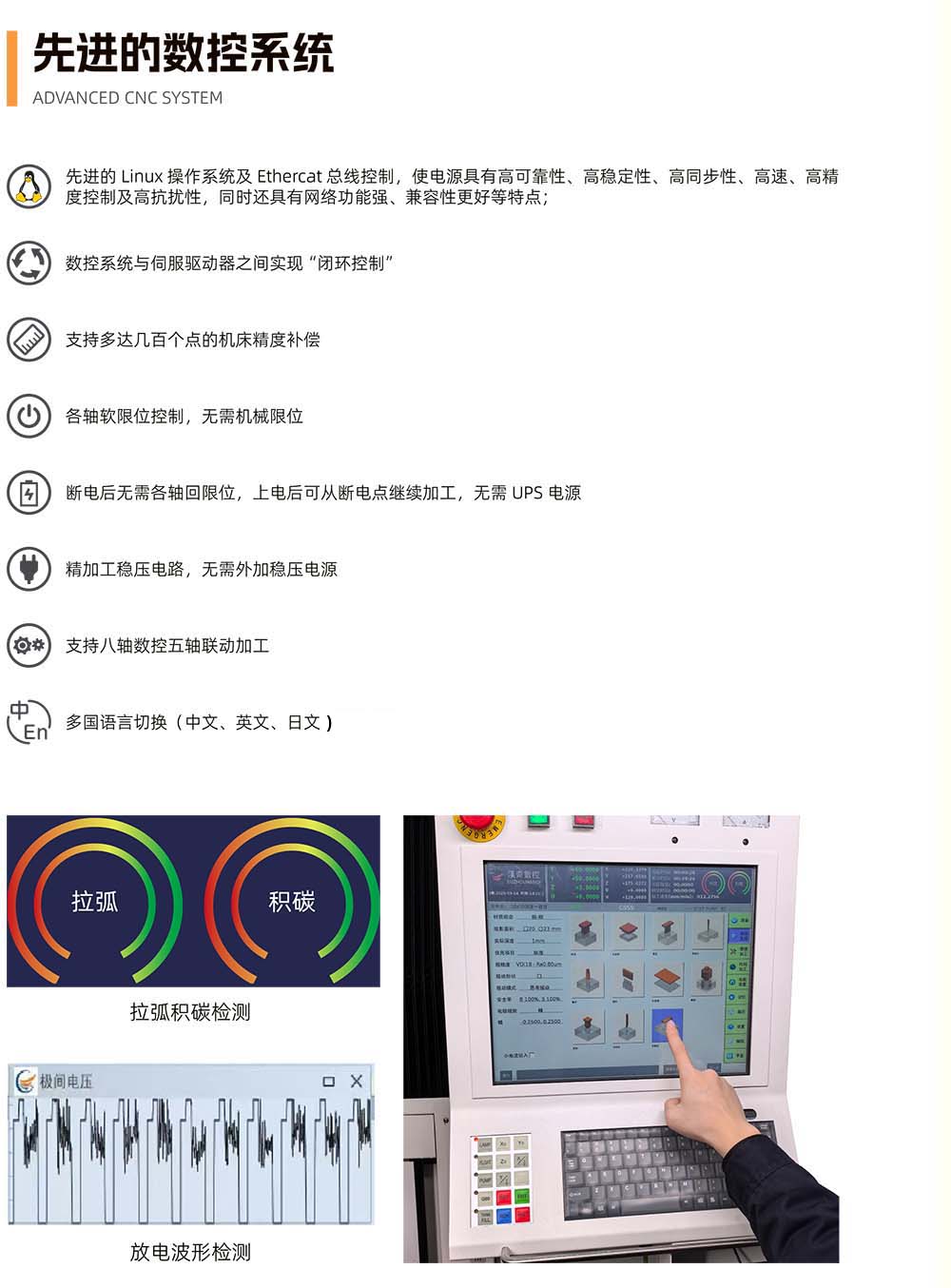
| 操作系统 | Linux | |||||
| 输入方式 | 触摸屏、键盘、手控盒、USB、网口 | |||||
| 显示方式 | LCD显示屏 | |||||
| 驱动方式 | 绝对式交流伺服驱动 | |||||
| 各轴最小控制单位 | 0.1um | |||||
| 坐标数 | 0.1um | |||||
| 插补方式 | 直线、圆弧、椭圆、根据软件任意曲线 | |||||
| 加工放电条件 | 无限量 | |||||
| 最大控制轴数量 | 8轴5联动 | |||||
| 输入范围 | -9999.9999~+9999.9999 | |||||
| 机床特点 | ||
| 基础性单牛头电火花机床,结构简单 | ||
| 液槽门采用气动升降控制模式 | ||
| 各轴采用绝对值交流伺服 电机驱动控制,各轴无机械限位 | ||
| 断电记忆可能,无需回机械零点,从断电处加工 | ||
| 搭载高精度闭环控制数控系统电源,加工指标表现优秀 | ||
| 各轴驱动、放电采用等均采用高速总线闭环通讯方式,传输速度远远高于普通 数控电源 | ||
| 支持多个控制回路(钨钢、硬质合金,紫铜、石墨回路,精加工回路、自动稳压回路)等等 | ||
| 支持远程操作、诊断、维修服务、远程升级、手机云端等先进的控制 | ||
| 适用范围 | ||
| 适用于紫铜-钢、石墨-钢、铜-铝、石墨-铝、石墨-钛合金、铜-钛合金等加工 | ||
| 适用于精度要求不高的模具加工,或长期冲油模具的加工 | ||
| 适用塑料模、压铸模、深腔、深槽等各种模具加工 | ||
| 标准配置 | 选用配置 | |
| 国产品牌磁吸盘 | 在线检测 | 伺服刀库 |
| 可调手动夹头 | 闭环绝对值光栅尺 | 进口气动夹头 |
| 全自动灭火器 | C轴 | |
| 油冷机 | 浸油式 A轴、A/B 轴等 | |
| 烟雾收集装置 | ||